Investor News
Shareholder Update – Local Activity
Environmental Clean Technologies Limited (ASX: ECT) (ECT or Company) is pleased to provide the following general update on local activities.
Key points:
- Coldry upgrade project – enabling a modern char manufacturing process
- Ongoing impact of COVID-19 on project schedule:
- Shipping delays on some overseas-sourced equipment due to COVID-19 related issues
- Project schedule extended from October to December 2021 to reflect and accommodate COVID-19 impacts
- Capital Management Update
Coldry Upgrade Project
Enabling a modern, low-emission char manufacturing process
The Coldry upgrade project is poised to modernise lignite-based char manufacturing, allowing both the (natural gas-equivalent emission) production of char and paving the way for net zero-emission production of solid fuel (Coldry pellets).
Comprised of the scale-up the Company’s Coldry process and the addition of new char plant and equipment, the Coldry upgrade project entered the construction phase in late October 2020 (see announcement 21 October 2020).
These project activities are focused on the delivery of two key objectives:
- Engineering Scale-Up - Advancing Coldry technical development via an engineering scale-up featuring an increase in throughput (up to ~3.5x current capacity) and reducing the plant’s physical footprint by approximately half (compared to the previous Coldry pilot facility).
- Aiming to:
- Reduce scale-up risk for a future large-scale commercial demonstration plant (350,000 tpa+)
- Refine commercial-scale plant design
- Generate sufficient design and operational data to support bankable feasibility study and planning for the commercial-scale plant
- Aiming to:
- Commercial Demonstration – Small-scale commercial demonstration of the Coldry process integrated with a downstream application (char manufacture).
- Aiming to:
- Deliver up to $2.5 million a year of operating project cashflow from target revenues of approximately $6 million
- Demonstrate Coldry as a gateway to higher-value downstream applications
- Demonstrate Coldry as a net zero-emission drying technology and enabler of low-emissions downstream applications (natural gas equivalent or less)
- Aiming to:
Support continued development of HydroMOR (low emission steel making) and COHgen (low emission hydrogen production).
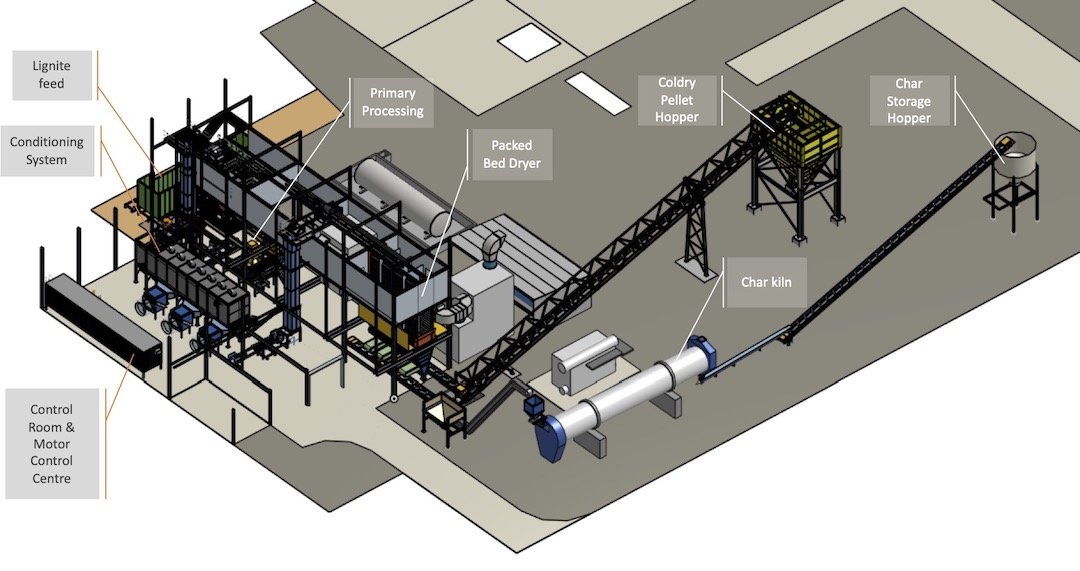
Photo (above): Layout design of the small-scale Coldry commercial demonstration plant currently under construction
On 27 October 2020 the Company outlined the status of its Coldry upgrade project, noting:
- The completion of the site layout and basic design
- Site preparation works commenced
- Process tender packages issued
As part of this announcement, the Company also provided an outline of the targeted project timeline (below), updated to reflect the impact of COVID-19, and noting the following steps scheduled from October through to the end of December 2020:
| Description | Status |
|---|---|
| Clearing the interior of the existing building ahead of installation | Complete |
| Design of support structures | Complete |
| Fabrication & installation of support structures | In progress |
| Process tender’s packages concluded, vendors appointed, fabrication substantially complete, with container loads either in transit, being loaded or scheduled for despatch over coming weeks | In Progress |
| New motor control centre & control room (system automation & diagnostics) | In progress |
| Conditioning system fabrication, installation and testing | In progress |
| Construction of ‘all shelter’ for coverage of coal supply, incorporating workshop & laboratory facilities | Complete |
| Electrical and process instrumentation and cabling | In progress |
| Isolated commissioning and testing of new mixer, mill and extruder ahead of integration into the support structures | Pending |
Target Timeline
The project is divided into two phases:
Phase 1 – Coldry process scale-up:
- Design, construction, installation and individual commissioning of each key stage of the process, including primary processing train, conditioning system and drying system
- Integration of the plant and equipment across each key stage of the process to establish continuous, steady-state operations
Phase 2 – Char process integration:
- Design, procurement, installation and individual commissioning of the char kiln
Integration of the char kiln with the Coldry process to establish continuous, steady-state operations and waste energy utilisation for drying

By phasing the project in this manner, the Company seeks to mitigate the unpredictable risks associated with the impact of COVID-19, and the well-understood risks related to the scale-up and commercialisation of new technologies. As such, expenditure is limited to the amount needed to reduce each phase’s risk before proceeding to the next phase with increased technical and financial confidence.
Activity – November & December
Following the commencement of the full construction phase in late October 2020, the team has delivered outcomes broadly in line with the schedule, including:
Build of Raw Coal Storage, Workshop and Laboratory
Status: 80% Complete
Overview:
- Relocation of old ‘All Shelter’ and construction of new, double-stacked enclosed raw coal storage
- Customised 40ft containers to act as a new undercover workshop and clean laboratory
- Electrical installation of lighting, points and power supply to be completed in early January
Photos:



Photos (above): installation of the All Shelter structures designed to house the raw lignite, workshop and laboratory
Preparation of the existing building ahead of the installation of new equipment
Status: 85% Complete
Overview:
- Removal of asbestos cladding
- Removal and storage of HydroMOR equipment
- Isolation and removal of electrical cabling
- Removal and relocation of old silos
- Erection of internal divider wall
Still to be completed:
- Floor levelling
- Sub-floor management of sump water and load support
- Roof repair
Photos:


Photos (above): Before (left) and after (right) the asbestos cladding removal


Photos (above): HydroMOR test plant (left) removed and placed in storage to make way for the Coldry primary processing train


Photos (above): HydroMOR test plant (left) removed and placed in storage to make way for the Coldry primary processing train

Photo (above): installation of a permanent partition wall to replace the temporary fencing that previously separated the plant area from the neighbouring tenant
Civil Works – Concreting
Status: 100% Completed
Overview:
Following the truck entranceway and concrete hardstand levelling late October (below, left), the building entranceway has also been completed (below, right).
Photos:


Support structures
Status: Design complete, fabrication underway, installation scheduled
Overview:
Following the completion of the design for ‘off-the-shelf’ equipment (conveyors, hammer mill, etc.) and in-house design of the proprietary conditioning system, and the layout of the components within the building structure, the requirements for platforms, structural supports and access ways have also been completed.
Fabrication is currently in progress, with installation scheduled during January 2021, ahead of equipment mounting and cabling.
Photos:
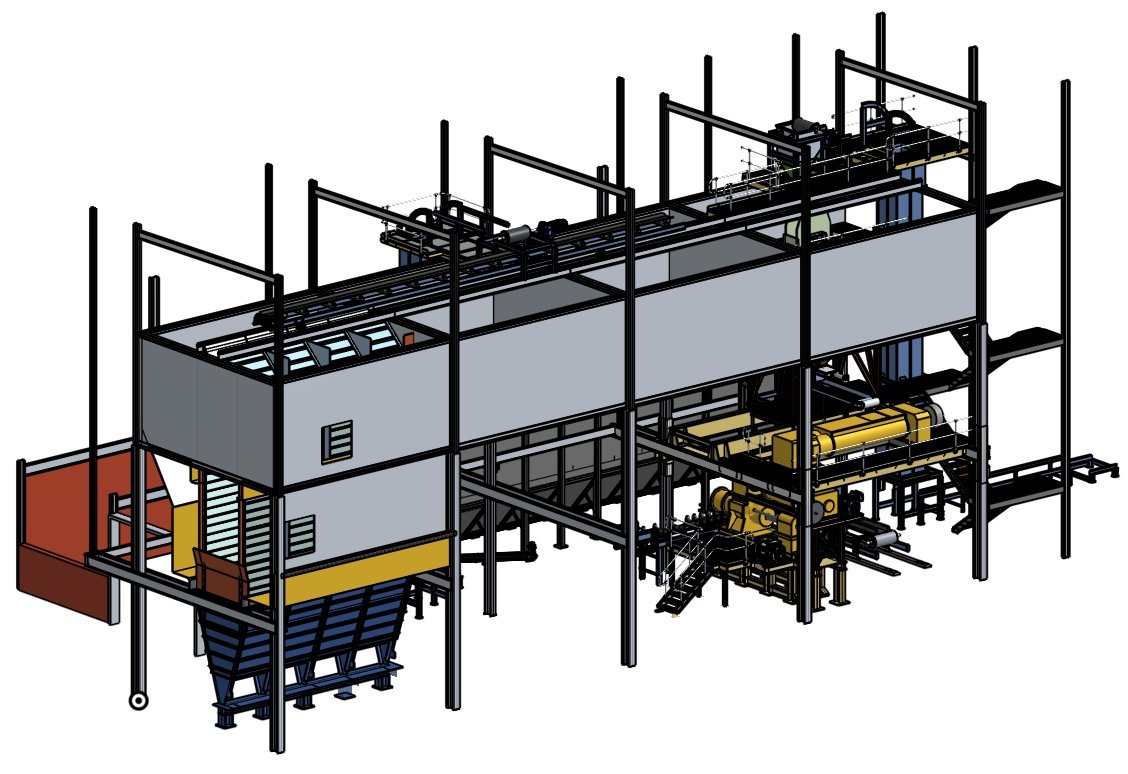
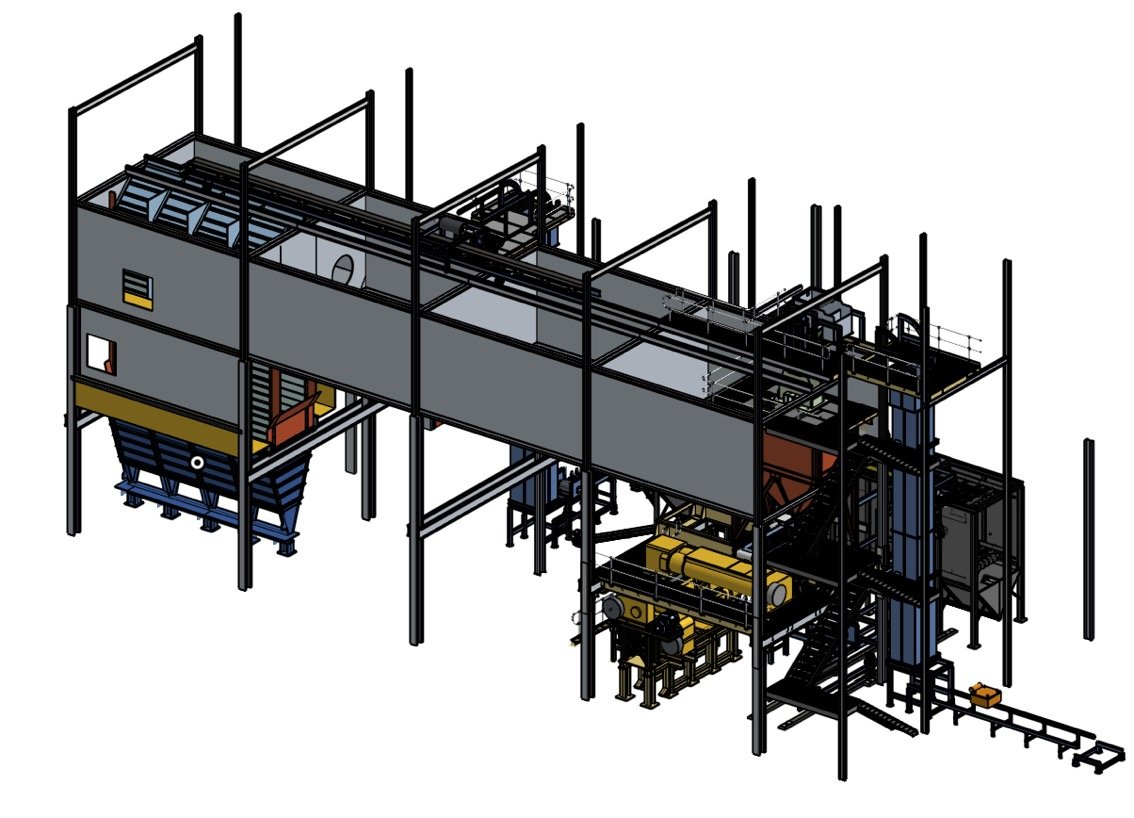
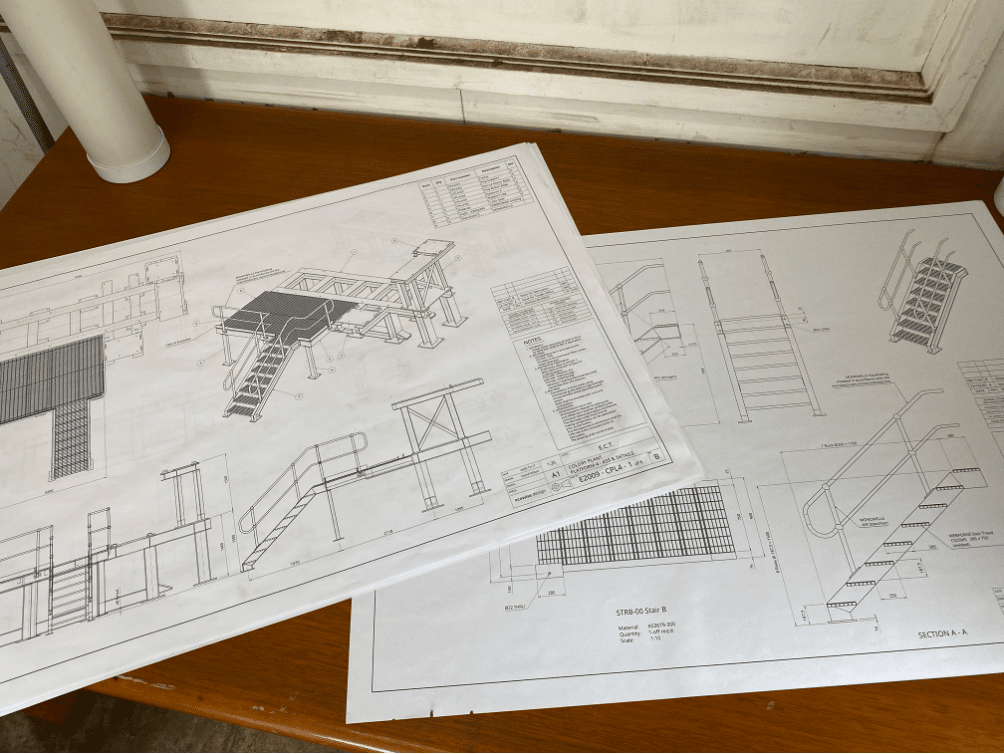
Diagrams (above): plant design featuring support structures.
Heat system upgrades
Status: 50% Completed – on schedule – due by Jan 2021
Overview:
Significant upgrades have been planned for the existing hot water system to optimise operation—upgrades target reliability, capacity and control system integration.
Holding tanks, centrifuge and other equipment have been completed and await plumbing and electricals before installation.
The heating system simulates ‘waste’ heat for demonstration purposes initially, facilitating the commissioning of the Coldry process train, then will transition to a backup role following the installation of the syngas-fired boiler system included as part of the Phase 2 char process train set-up.
Photos:


Photos (above): Centrifuge (left) and holding tanks (right)
New electrical & process control room (system automation & diagnostics)
Status: In progress and on schedule
Overview:
All process drives have been specified. Electrical supply requirements for the site have been determined and grouped into logical banks, and within the limitations imposed by the site supply structure. Physical layout configuration has been developed, and a suitable structure (room) is designed, incorporating the PLC’s (programmable logic controllers), control systems and operator terminals. Electrical distribution, protection, isolation and controls have been designed and are in the process of assembly.

Conditioning system fabrication, installation and testing
Status: Delayed (due to shipping delays on the belting)
Overview: Design, sourcing and selection of the belting system - a vital component of the conditioning system - was completed on schedule; however, shipping delays have impacted the program.
International sea freight is slowly recovering from shipping capacity withdrawal due to COVID-19 (meaning increased costs, port congestion and delays).
Design of the system has proceeded well, recently advancing to the fabrication stage.
Photos:


Photos (above): the conditioning belt, an integral component of the proprietary conditioning system, has been fabricated and shipped. Arrival on site is expected early January 2021.
Electrical and process instrumentation and cabling
Status: In progress & on schedule
Overview:
Very much related to the motor control centre (MCC) portion of the project, this section connects the field equipment to the motor control centre supply for each drive. Cables are laid in trays, the routes for which were determined to integrate with the structural designs and working platform layouts, and with a view to not impeding operations or maintenance into the future. Cable trays are now being laid and will continue to completion as the structure installation is completed. Laying of cables within the trays will commence into next year, and – as usual – is one of the last items for completion ahead of commissioning commencement.
ECT Supporting Local Manufacturing
In July, the growing uncertainty created by the COVID19 pandemic drove the Company to reconsider the value proposition of overseas manufacturing.
Whilst overseas manufacturers and vendors demonstrated a pricing advantage, other factors including delivery schedules, currency volatility and sovereign risks (like the trade sanctions we’re seeing in China) steered ECT toward local Australian fabricators for a range of critical items.
Over time, this has proven to be a prudent decision, particularly for items that either are of proprietary design (like the conditioning box) or are items that comprise an early part of the critical pathways (like structure supports).
The higher cost of local manufacturing is outweighed in this case by the benefit of greater control over intellectual property, vendor responsiveness, ease of communication, faster fulfilment times and quality control.
ECT is pleased to be supporting local businesses, especially as our economy recovers from COVID19 and business grapples with new challenges such as the China trade war.
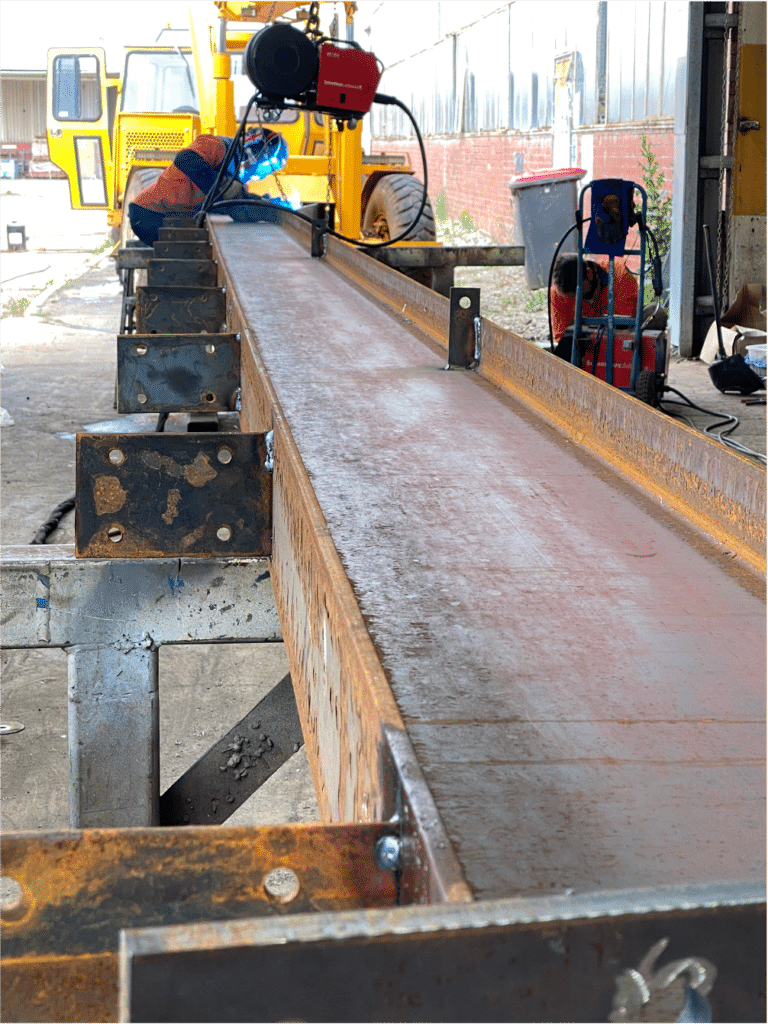
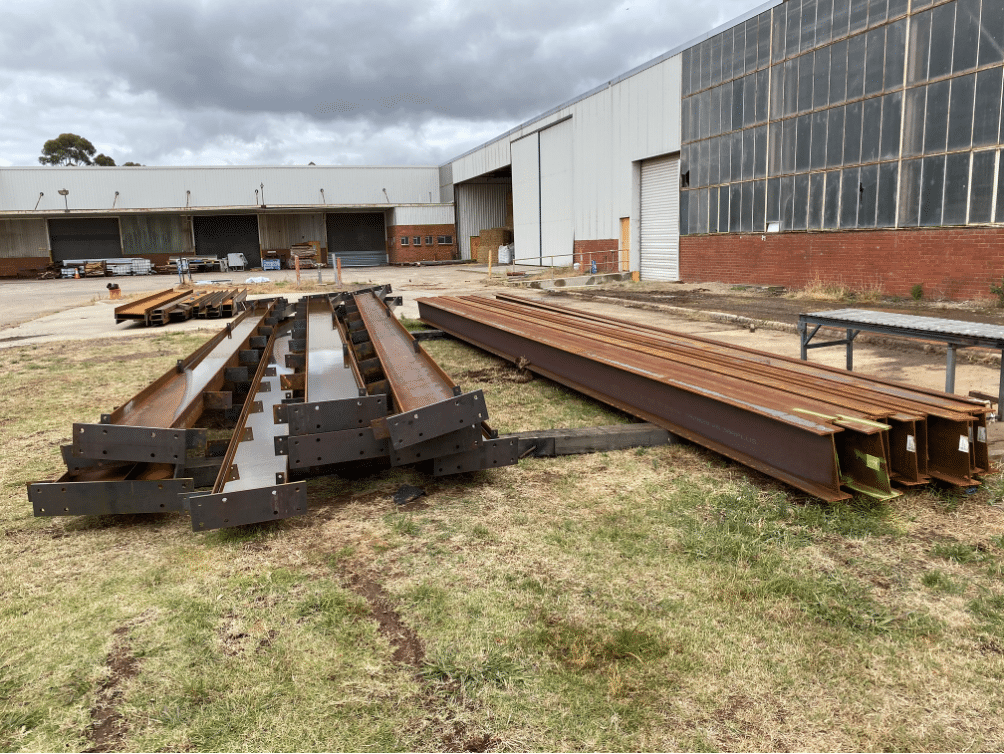

Photos (above): Local design and fabrication of the structural supports, ready for installation
Next Steps
- New motor & process control room (system automation & diagnostics)
- Conditioning system fabrication, installation and testing
- Completion of workshop & laboratory facilities
- Electrical and process instrumentation and cabling
- Structure & platforms – fabrication completion
- Structure & platforms – installation
- Packed Bed Dryer – removal of internals/replacement with new designs
- Equipment installations and cabling up
- Instrumentation installation
- Commissioning preparation, dry runs & first operations
Chief Engineer, Mr Ashley Moore, commented: “Despite the extremely challenging conditions presented by COVID-19, including shipping delays throughout the Asia region, we’ve managed to limit the impact to our project schedule through the reprioritisation of on-site activities within our control.”
ECT Chairman Glenn Fozard added, “We are pleased with the progress over the last eight weeks, although frustrated by the shipping delays. The Company will take a short break for Christmas then be back into full swing from 4 January. We hope all of our staff, shareholders, and stakeholders have a safe and enjoyable break, and we look forward to seeing and hearing from you all again into the new year.
“Successful completion of this small-scale commercial demonstration is part of our broader commercialisation strategy, which involves the further potential scale-up of our Coldry process in Victoria’s Latrobe Valley, supporting the higher value, lower emission utilisation of lignite via a range of downstream applications, including solid fuel, liquid fuel and hydrogen production.”
The Company looks forward to providing further updates as the project progresses and to its Annual general Meeting on 15 January 2021.
About Char
The Company has identified the high-value char market as the ideal candidate application for the small-scale commercial demonstration of its unique Coldry technology.
Char is a well-established product in the Australian market as a barbecue fuel and metals reductant.
Char is also used to make ‘activated carbon’ products for use in filtration applications.
What is char?
Simply, char is ‘partially burned’ biomass produced using a process called ‘pyrolysis’.
That biomass is typically wood or coal.
The key is to heat the raw material in the absence of oxygen, avoid combustion, remove most of the moisture and ‘volatile’ components, and leave the remaining carbon in place.
The result is an active carbon material, which is useful in several applications.
The volatile matter is turned in to ‘gas’ along with the moisture, forming a “synthesis gas”, or syn-gas that can be used to provide heat.
Waste energy from the char kiln will be harnessed and utilised to provide the drying energy for the Coldry process.
Modernising the old char manufacturing process for lignite-based coal
Char made from lignite, also known as brown coal, is well established.
Unlike char made from black coal, lignite-based char requires drying first.
Drying is easy. Drying efficiently, cost-effectively and with net zero-emissions, however, has proved elusive until now.
The dominant lignite drying method has been steam tube drying, which involves high heat and high pressure. Unfortunately, coal is burned to generate the steam needed to dry the coal, resulting in increased CO2 emissions.
Coldry can achieve low temperature, low pressure, low cost drying through a unique combination of:
- Brown coal densification (BCD)
- Waste heat utilisation
BCD is a physical and chemical phenomenon exhibited by a range of high-moisture coals that results in the expulsion of moisture and densification of the remaining coal solids.
The Coldry technology process involves several process stages:
- Mechanical Shearing: The majority of the physically trapped moisture is released via destruction of the porous structure of the coal, which is achieved via mechanical shearing, resulting in a coal slurry of suitable consistency for extrusion.
- Extrusion: The slurry is extruded to produce pellets of optimal dimension for subsequent drying.
- Drying: Ideally, waste energy from a co-located power station (or another low-grade ‘waste’ energy source) is utilised to cost-effectively evaporate the mobilised water within the pellets, delivering a finished product with less than 15% moisture.
The Coldry process has impressive benefits in comparison to the traditional drying processes, including;
- No direct gaseous emissions (including CO2, NOx, and SOx);
- Significant energy uplift compared to the raw lignite (8MJ/kg > 22MJ/kg);
- Thermally stable finished product, with reduced spontaneous combustion profile;
- Where commercially desirable, there is also the option to harvest evaporated moisture.
By converting high moisture, low calorific value lignite from a low-value material with limited usage opportunities into a high energy, low moisture, transportable solid fuel, Coldry opens up new markets and a wide range of applications. It also reduces the CO2 emissions intensity associated with utilisation, enabling greater sustainability of outcomes.
Capital Management Update
R&D loan
The Company is currently finalising conditions precedent for the first drawdown under its new R&D loan facility, aiming for January 2021 (see announcement 21 October 2020).
To date, the Company has accrued a future cash refund of ~$800,000 under the AusIndustry R&D Tax Incentive. This refund will act as the primary security for the R&D loan.
Insurance proceeds
On Wednesday 9 December 2020, ECT submitted the necessary documentation for its insurance company to assess the final payment of $593,000, with payment expected in January 2021.
For further information, contact:
Glenn Fozard – Chairman [email protected]