Investor News
COLDry - A gateway solution to high value-add
Drying lignite is easy. Drying it efficiently and cost-effectively is much more complex.
For some, drying low-rank coal isn’t terribly exciting compared to the technical complexity of some cutting-edge coal conversion processes. Nevertheless, drying is a fundamental requirement before lignite can be further upgraded to produce oil, gas, chars, fertilisers and many other higher-value downstream products, including high-efficiency electricity generation such as Super Critical and Ultra Super Critical.
Cost-effective drying is the ‘gateway’ to higher value-added outcomes for lignite asset owners. For ‘downstream’ technology providers, it’s an enabler, creating new markets for their existing technology.
Thermax is a great example of this. They make power stations designed to use black coal. By integrating Coldry into their power station designs, they could offer their existing suite of solutions to brown coal mine owners, which include higher efficiency and lower CO2-emitting assets.
Now, this ability to use lignite in place of black coal is important from another perspective too. Remember, as you read ahead, that most coal consumed is higher-rank coal (e.g., black coal, thermal coal, steam coal, coking coal), yet more than half of our global reserves are lower-rank coal, such as lignite and sub-bituminous.
Low-rank coal is underutilised due largely to its higher moisture and lower net energy content, yet it is a better candidate for coal conversion in most cases due to its higher reactivity and yield of gas and oil compared to higher-rank coal.
A note on fossil fuels vs. renewables: While the desire to move away from coal toward renewables is strong, coal is forecast to remain the dominant source of electricity globally for decades to come. The EIA expects coal consumption to rise by 38% from 2012 to 2035. Lignite is expected to increase in demand as its value as a feedstock for conversion to oil, gas and fertiliser and relatively low price compared to black coal drives consumption. Underpinning the longevity of coal is the problem of scale and cost for renewables. Wind and solar require significantly larger footprints to generate the same amount of electricity as coal and cost significantly more per unit of energy. Solar and wind also require back up for times when the sun doesn’t shine and wind doesn’t blow. Typically gas-fired power generation is used as it can be adjusted quickly compared to coal-fired stations. So, in addition to the cost of building and maintaining the solar and wind generators, we need to build sufficient gas generators, adding significantly to the cost of the solar-wind system.
With this bit of background in mind, let’s take a deeper look at the ‘Gateway’ solution covered in our last article and explain what it all means, starting with a recap of the Coldry process itself, then drilling down a little on how we program the process to produce a fit-for-purpose, dry lignite product that’s an ideal feedstock for downstream conversion processes.
First, a quick recap of the Coldry process itself to provide some context around the ‘gateway’ concept.
The Coldry process achieves cost-effective drying through the combination of two distinct mechanisms that result in very low purchased energy input:
- Brown coal densification
- Low-grade waste heat utilisation
Brown coal densification involves the destruction of the coal porous structure via mechanical shear, leading to the mobilisation of the trapped moisture. The shearing of the coal structure effectively reduces the particle size of the dry matter. The mobilised moisture and finely sheared coal particles form a paste, which is extruded under mild pressure to form the cylindrical pellet shape. The process of Brown coal densification is initiated during this step. This topic can get extremely technical, but suffice it to say that the rate and extent of densification are influenced by shear level, temperature, particle sizing, and pH level, among other variables, which can be manipulated within the process to achieve the desired outcome.
A note on removing moisture from lignite
There are three types of moisture to consider when drying lignite:
(1) Surface moisture; this type isn’t locked in and is subject to simple evaporative removal. The energy required to evaporate is the latent heat of evaporation (~2.3MJ/kg).
(2) Structurally bound (trapped) moisture; this type is held in the porous structure of the coal, requiring more energy to force the moisture to the surface.
(3) Chemically bound moisture; also known as inherent moisture, internal atomic bonding increases the holding strength of water molecules around and within coal particles, requiring yet more energy to remove.
At this point, the extruded pellet has the consistency of Play-Doh. It’s tacky and, if piled too deep, can stick to other pellets and deform under their collective weight. So, they’re conditioned on a shallow bed, mesh conveyor, where warm air provides sufficient drying to the pellet surface to eliminate the tackiness and develop enough strength to withstand both placement into the packed bed dryer, and the weight of the pellets that are deposited on top, shortly after.
As the pellets move vertically down through the packed bed dryer, warm air is passed horizontally through the bed of pellets, taking up the moisture being expelled as the pellet densifies and shrinks. The porous structure collapses, forcing moisture inside the pellet to migrate to the surface, where it evaporates at a steady rate, is carried away by air, and is vented to the atmosphere as water vapour.
A note on water recovery: If desired, the saturated air can be condensed, recovering the moisture. This involves an energy cost, so is optional and it’s deployment depends on the need for high-quality water at the site and the cost of alternative sources of supply.
Through extensive pilot and bench-scale testing over several years, we were able to focus not only on scaling up the process but also on refining the parameters that influence the strength of the pellet. Developing a commercial process around these two drivers (brown coal densification and waste heat utilisation) has been the main focus of our research activities, which have taken us through several design iterations at our Pilot Plant and underpinned our current detailed, project-specific engineering works with engineering partner Thermax in India.
The result has been a stepwise improvement in density and strength and a reduction in fines generation through transport and handling, as outlined in our previous article.
In our quest for tougher pellets, we ran the Coldry process in countless configurations, varying pellet size, residence time in the mill, and extruder pressure, among other variables.
We found that higher temperatures of around 60–90°C accelerated the drying time but resulted in some reduction in pellet strength. Clearly, this is not the objective when aiming for an exportable product.
However, we also noticed that the throughput of a given plant footprint increased significantly, translating to a lower cost per tonne. This is clearly ideal when designing for an integrated front-end drying process where the need for robust handling properties is significantly less.
Gateway concept
The ‘Gateway’ concept was born.
Put simply, under this deployment scenario, the Coldry process is designed to integrate closely with a downstream process such as a pyrolysis, gasification, or conversion plant. This close integration maximises waste heat transfer, potentially delivering up to 90°C temperatures, creating a ‘rapid-dry’ pellet.
This pellet is lower in strength than ‘export’ grade Coldry. However, this doesn’t matter as it’s destined for near-immediate delivery to the downstream process. No transport, no large stockpiles. It’s tough enough for the target process without being ‘over-engineered’.

The cost-saving implications for this type of deployment are significant, given the need to minimise production costs to ensure the viability of the overall conversion process being deployed.
Conversion Pathways
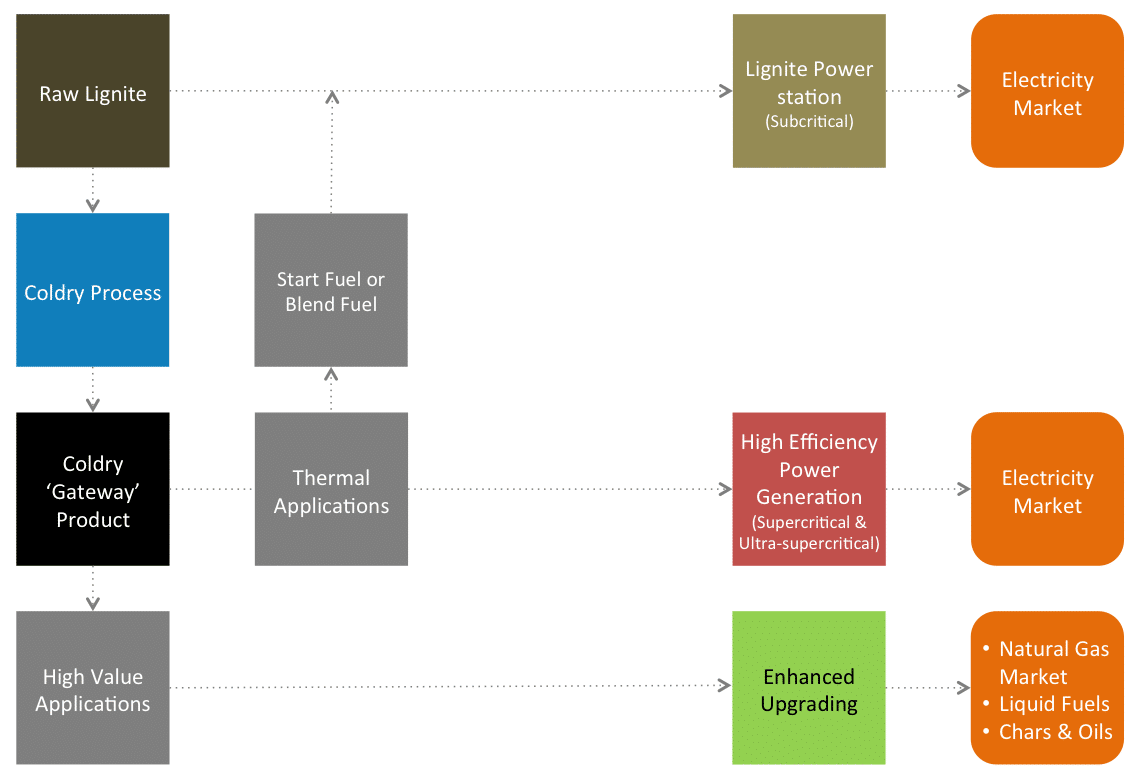
The above diagram highlights the role of the Coldry ‘Gateway’ product in value-added projects aimed at creating new markets for lignite asset owners and diversifying supply options for technology owners and project developers as they work to meet energy and resource demands.
Drying alternatives
Lignite drying has been around for a long time and broadly fits into two categories:
- Evaporative
- Non- evaporative
Steam Tube Drying (STD) has been the mainstay of established evaporative methods since the 1920s. As the name suggests, it applies indirect heat from steam via a rotating tube-in-shell heat exchanger to evaporate the moisture from the lignite.
Flash mill and rotary drum dryers apply direct heat, with coal particles contacting a flow of recycled hot flue gas or pre-heated air to drive evaporation. These methods are generally less efficient than STD, and risks such as fire and explosions must be carefully managed.
The above methods require high-grade energy and are generally subject to higher pressure and, consequently, higher cost.
Other evaporative methods include Fleissner, Geo-coal, GTLE, SynCoal, Encoal. and LiMax.
On the non-evaporative team, sit processes such as hydrothermal dewatering, microwave drying, UBC, and mechanical thermal expression.
Hydrothermal dewatering and mechanical and thermal expression have a significant wastewater clean-up challenge. Microwave drying utilises a considerable amount of purchased energy. UBC uses an expensive light oil to displace the water within the coal, as well as significant temperature and pressure.
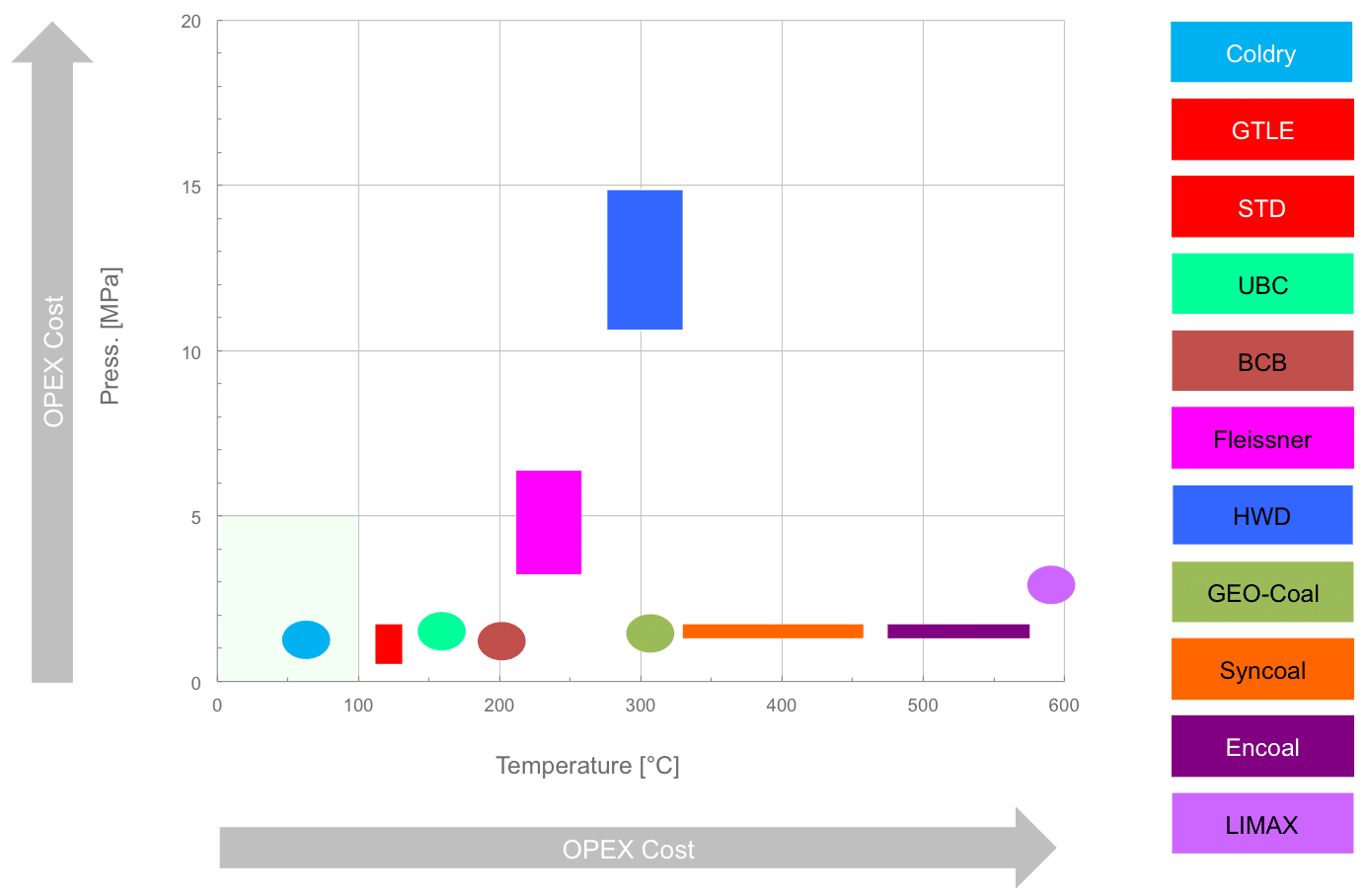
The chart above shows how the Coldry process compares to other drying processes on the market or under development in terms of pressure and temperature.
The key takeaway from this chart is that Coldry is both lower in temperature and pressure than other drying methods, resulting in cost and operational efficiencies and net CO2 benefits.
The Coldry ‘Gateway’ process delivers what we believe to be the most cost-effective, CO2-effective front-end drying solution for higher-value lignite conversion processes, enabling new markets for lignite asset owners and downstream technology providers.
As we progress with the planned demonstration of the Coldry process in India, we’ll work with Thermax to develop integrated solutions that take maximum advantage of our Gateway product to deliver highly efficient drying and power generation systems. As opportunities arise, we'll extend these solutions to other value-added processes and projects.
For further information, contact:
Ashley Moore – Managing Director [email protected]