Investor News
Energy crisis warning as supply fails
Just outside of Newcastle, NSW, we find Australia's largest aluminium smelter, Tomago.
With a capacity of 590,000 tonnes per year, Tomago accounts for 25% of Australia's primary aluminium production, with 90% exported to Asia.
Australia is the worlds leading producer of raw materials for aluminium production; Bauxite and alumina.
Three different raw materials are needed to make aluminium - alumina, electricity and carbon.
The aluminium production takes place in the potlines, which are connected electrically, so a current flows through one pot onto the next. The electricity reacts with the anodes (a black carbon block that lines each pot) and causes the alumina to separate into its constituent elements - aluminium and oxygen. The liquid aluminium is then siphoned from the pots before further refining.
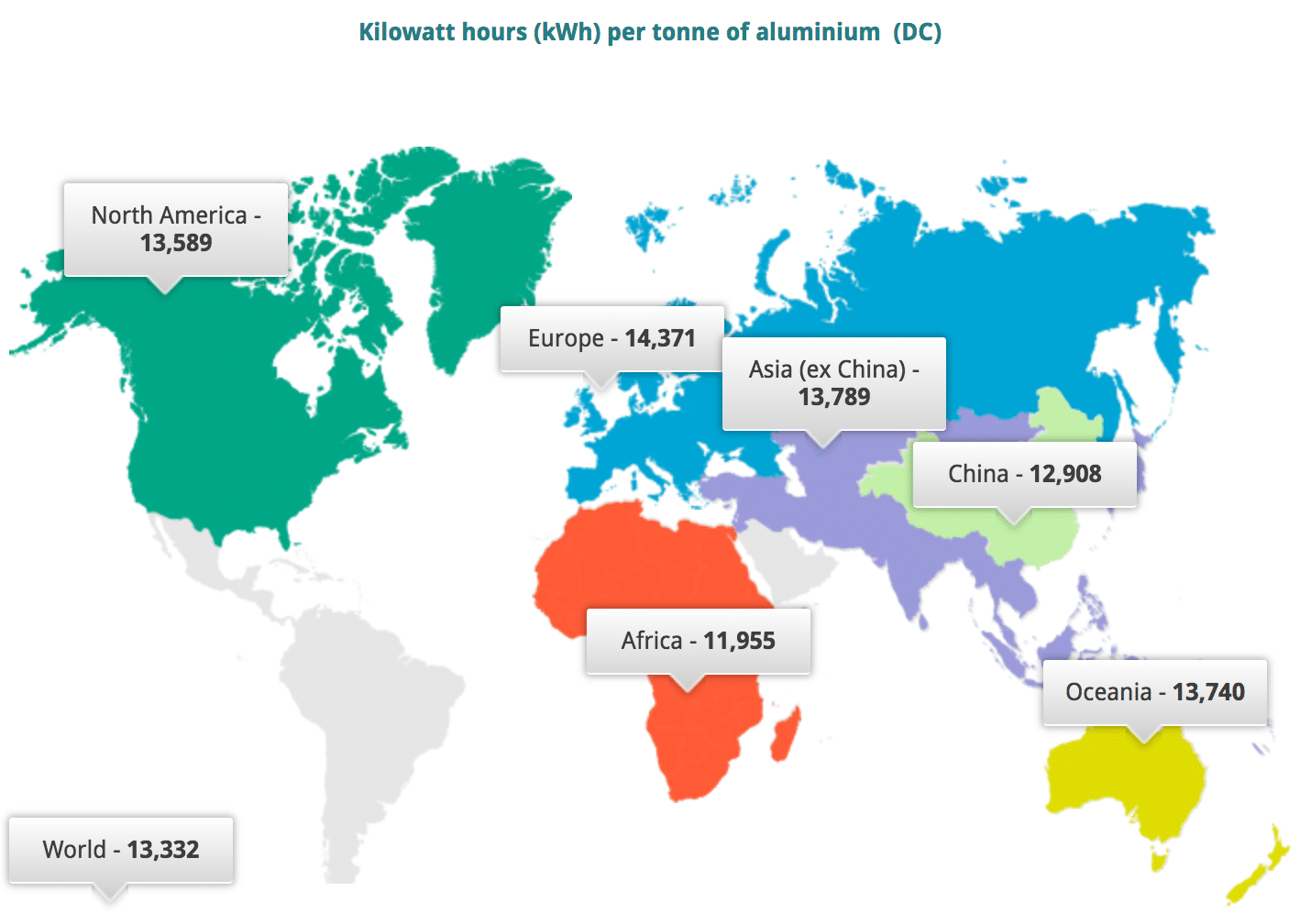
Aluminium smelting is an electricity-intensive process. World Aluminium tells us it takes almost 14,000kWh of electricity to make 1 tonne of aluminium.
Production of aluminium also requires a consistent, reliable supply of electricity. A shut down of more than 3 hours can be catastrophic, resulting in complete 'freezing' of the aluminium and damage to the potline.
So, it's understandable that electricity reliability and affordability are the keys to maintaining a viable aluminium industry.
The below article in The Age highlights the problem with our current energy mix; higher than expected cloud cover reduced solar output, causing households to rely on the grid for more power than scheduled. Add in some planned and unplanned outages, and suddenly Tomago's production is threatened.
Unfortunately, the energy policy in Australia has resulted in both reduced reliability and affordability, threatening production and the viability of our largest aluminium producer.
As Tomago CEO Matt Howell notes:
“When the sun is shining in the middle of the day and the wind is blowing there is generally sufficient capacity... When we need it the most - early mornings and evenings in summer and winter, our solar resources are useless, and the nature of wind resources frequently means that many wind assets are idle."
The balance between energy affordability, reliability and emissions intensity will determine the viability of businesses across Australia.
Coal plants in NSW experienced unplanned outages, prompting The Australia Institue to Tweet:
Another huge coal breakdown -- SEVENTH in past fortnight. This time sudden loss of 630MW at antiquated Vales Point Power Station. When will NSW Government begin to replace old coal with reliable 21st century reneables + storage? NSW way behind other states.
It is true that many of the coal power stations are aging and require ongoing maintenance. But what The Australia Institute and others omit is the cost of 21st-century renewables: Wind and solar are still not commercial, despite $30 billion in subsidies over several decades (and another $30 billion forecast in coming decades).
And storage?
Renewable energy advocates tout battery storage as a solution to smoothing renewable power intermittency. In the context of smoothing residential power needs, a battery can supply a household for many hours, but Tomago draws around 917,000 kW every hour. So, when you consider that even the world's biggest battery in South Australia (100MW/129MWh) could only provide enough power to keep Tomago running for 9 minutes, the absurdity and over-simplicity of the storage comments become apparent.
A sensible transition is required.
One of the most CO2-intensive sources of power generation is brown coal. This also means it's the logical place to achieve the greatest CO2 reductions.
The reason brown coal is so CO2 intensive is its water content. At 60%, the water content of Victorian lignite emits around 1.3 tonnes of CO2 per MWh compared to 0.85 tonnes for black coal and 0.4t for gas-fired power.
The key to reducing CO2 from brown coal is drying it first.
Drying is easy. Drying efficiently and cost-effectively is the challenge.
Coldry meets that challenge.
Achieving a net energy uplift and zero CO2 emissions at the lowest possible marginal cost is the goal.
Dr Nigel Dong of the International Energy Agency stated it best:
“It is difficult to dry low-rank coal with high efficiency. For hard coals, the majority of the moisture is present on the surface of coal particles. Energy required to remove free moisture is simply the latent heat of evaporation (~2.27MJ/kg). In contrast, a considerable portion of the moisture is held by hydrogen bonds in the capillary pores or interstices of low-rank coal particles. Hydrogen bonding increases the strength of moisture holding and more energy is needed to remove a certain amount of moisture from low-rank coal. Another severe problem with drying low-rank coal is the ease of re-absorption of moisture. To achieve deep drying of low-rank coal, the number of hydrogen bonds has to be reduced by destroying them either using thermal or mechanical methods, which is the key to any effective drying process.”
Coldry achieves low temperature, low pressure, low cost drying through a unique combination of:
- Brown coal densification (BCD)
- Waste heat utilisation
Brown coal densification is a physical and chemical phenomenon exhibited by a range of high-moisture coals that results in the expulsion of moisture and densification of the remaining coal solids.
The Coldry technology process involves several process stages:
- Mechanical Shearing: The majority of the physically trapped moisture is released via the destruction of the porous structure of the coal, which is achieved via mechanical shearing, resulting in a coal slurry of suitable consistency for extrusion.
- Extrusion: The slurry is extruded to produce pellets of optimal dimension for subsequent drying.
- Drying: Waste energy from a co-located power station (or another low-grade ‘waste’ energy source) is utilised to cost-effectively evaporate the mobilised water within the pellets, delivering a finished product with less than 15% moisture.
The Coldry process has impressive benefits in comparison to the traditional drying processes, including;
- No direct gaseous emissions (including CO2, NOx, and SOx);
- Significant energy uplift compared to the raw lignite (200% increase in calorific value);
- Thermally stable finished product, with reduced spontaneous combustion profile;
- Where commercially desirable, there is also the option to harvest evaporated moisture;
- Flexibility for use in the upgrade of lower-quality coal for use in power generation and to create the feedstock for an integrated steel-producing DRI facility.
Applying our Coldry technology to brown coal power generation can deliver significant CO2 reductions while maintaining reliability and affordability.
Coldry can be retrofitted to existing brown coal power stations or integrated into a new high-efficient, low-emission (HELE) power station (similar to the 45 Japan has in its project pipeline), achieving reductions of between 42% and 67% compared to business as usual.
A perfect transitional solution.
Read more...
Photo: Max Mason-Hubers
Tomago Aluminium warns of 'energy crisis' as power supply falters
Updated 8 June 2018 | The Age | Peter Hannam & Cole Latimer
Tomago Aluminium warns of 'energy crisis' as power supply falters...
Source: Tomago Aluminium warns of 'energy crisis' as power supply falters